




高强度钢(如X80钢)长输管线焊口焊接预热,是保证焊接质量的工艺,现在采用的几种预热方法有 :1、液化气多喷嘴加热环2、中频电加热3、电加热带三种方式。第一种方式是火焰燃烧加热方式,燃烧温度、燃烧效果,在实际操作中会大幅变化,造成钢管被加热圆周各点升温不可能均匀。且燃烧用液化气的供应、防暴、物流、储存都会增加管理难度。第二种加热方法中频加热,中频管道加热是管道生产线常用设备,是利用中频发生器,通过套在管道上的电磁线圈在管道上产生感生电流,对管道进行加热。特点1,该加热设备要想获得好的管道加热效果,要有足够的加热功率(如1219管道50kw),该功率要有专用发电机,必须有大功率中频发生器,而具备这两台功率设备在现场施工,必须有专用运输机具;特点2,必须有足够大的加热线圈套在钢管上,该加热线圈如果做好绝缘防护防潮等措施,往往比被加热的局部钢管还要重,现场必须有吊装机具配合才能较好的施工。第三种电加热带方式,在部分施工中已经开始使用。特点一,操作灵活,重量10kg;特点二,由于带体没有电磁干扰,不会有中频磁场影响焊接,在对口、跟焊、面焊过程中也可以预热;特点三,无需起重运输设备;特点四,功率最大25kw只需焊机电源冗余电力,或把焊接、预热间隙错开,就能满足预热要求;特点五,无需专业的操作工和维修人员,出现故障普通电工就能处理,保证现场施工顺畅;特点六,无需担心电磁辐射对人体的伤害。电加热带由于加热均匀,操作简单,已被逐步认证。
焊口加热带
焊接电伴热带应用于石油管道焊接、桥梁结构件预热焊接,轮箍轴承装配预热,大型压力储罐伴热焊接,船体结构件伴热焊接。
工业应用一:管道焊接
管道介绍:
冬季进行管道焊接施工时,由于焊口焊接前后温差较大,因此对管道的焊接工艺提出了更高的标准要求。例如X80等管道在开始焊接时,无论环境温度多少,焊接口的起焊温度要求达到+100℃甚至+180℃以上,焊接过程中要求焊接口温度始终维持在+80℃以上,焊接结束要求焊口缓慢冷却应力释放。尤其在冬季野外作业时,被焊接母材温度较低,焊接后焊口与母材管道温差太大,很容易造成前焊后裂,探伤不合格。那么,为保证输送管道的焊接质量,焊口电加热带的作用在工程施工中显得尤为重要。

预热原理:
为防止输送管道在焊接时因为内外温差而造成的管道崩裂等情况发生,可用焊口电加热带在两个管道连接处(焊口处)进行加热前的预热,以降低焊接时环境温度差,大大降低焊接时输送管道崩裂情况的发生。
工业应用二:大型钢结构焊前预热
预热原理:
有些工件在焊后金属被淬硬(即形成了马氏体组织),接头的刚性过大,焊缝中存在大量的扩散氢,而在低合金高强度钢焊接时产生冷裂缝(延迟裂缝)是一种普遍而又十分严重的缺陷。因此,对于这类材料的焊接大多提出焊前预热的要求,也是为了防止工件在焊接时产生冷裂缝(延迟裂缝)的有效手段。
工业应用三:轴承,轮箍,钢管加热圈
电加热带还可应用在轮箍预热、模具预热、收紧箍预热、轴承、预热装配等工业工程预热方面。

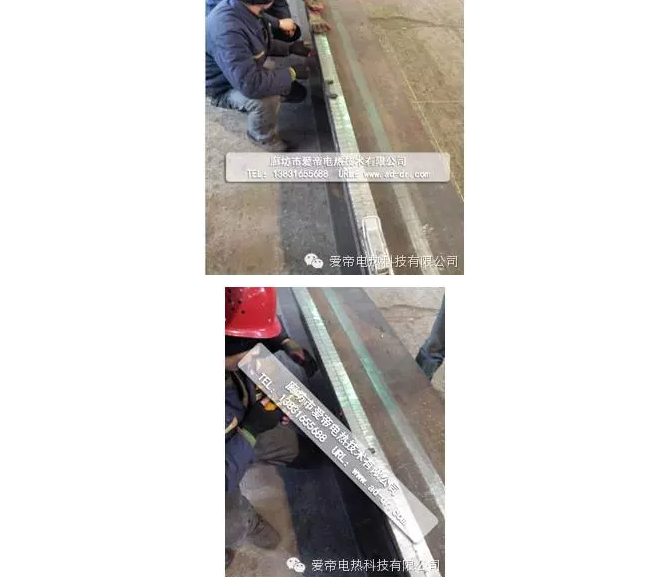
电热带体是多电热单元链接的软体结构,有一定的弯曲半径。把带体搭到焊接钢管口处,并预留出焊接量,带体两端有弹性


加热控制箱

连接,可保证带体与钢管有效贴合,使钢管加热均匀。

施工现场使用时,可以抓住带体两端拉手临时移动,如图所示。在使用过程中,要戴高温防护手套;带体尽可能少的接触泥土地面,防止杂物进入带体;要顺势提拉弯曲带体,严禁将带体强力扭曲,强力弯曲。

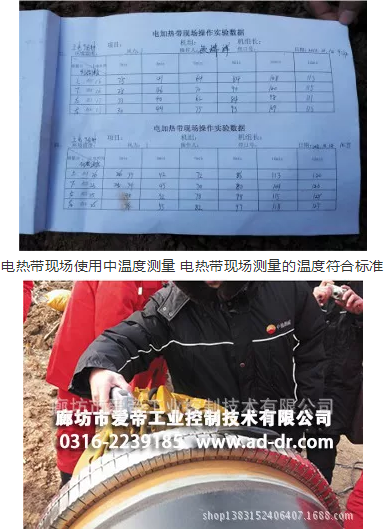
通过以上表格及现场大量的测量数据,对钢管升温过程状况以曲线形式进行描述,更能有效指导现场预测控制方式,使工艺安排及调整更加方便。

加热带技术要求:
1. 被加热管道公称直径:
300~1500mm(可定制);
2. 适用加热钢材:
焊接需要预热的高强度钢
如合金钢X80等;
3. 环境温度:
户外, -40℃ - 40℃;
4.加热功率:
>2kw/延长米;
5.钢管加热温度范围:
-40℃~200℃;
6.升温速度:
钢管厚度温度曲线图;
7.有效加热宽度:
焊道左右各120mm;
6. 额定电压:
3P,AC380 V(可定制),必须接地;
7.材质:
壳体不锈钢201
加热原件不锈钢321电热MI线
绝缘材料高频陶瓷材料
耐高温玻纤引线
8.电缆:
20米(标配、可选)
5线制,必须接地,YHD户外耐寒电缆
配快速耐高温航空插头
9.控制箱:
温控仪表(耐寒)、测温探头、定时程控仪表(耐寒)、开关电器、按钮等,可以按照温度设定、时间设定模式工作。
10.其他技术要求:
耐高温、耐腐蚀;能够抵抗焊接过程电弧及焊渣的飞溅、烧灼的影响;能够抵抗现场施工一定强度的拖拽;有自动环抱收紧功能,保证加热带与管道充分贴合;带体有腔体保温材料,减少热损失;
一·使用操作
电热带体是多电热单元连接的软体结构,有一定弯曲半径,不可以强行弯曲,否则将损坏带体。在每条带体上的三分之一处有两个提拉把手,使用时需两个人提起搭到焊接钢管焊口处,并预留出焊接量。带体两端有弹性连接,连接器在-30℃~350℃变化范围内可保证带体与钢管有效贴合,钢管加热均匀。
二·存储搬运
1·施工现场使用时,可以抓住带体两端拉手,临时移动,在使用过程中注意高温烫伤,戴高温防护手套,带体尽可能少的接触泥土地面。严禁将带体扭曲搬运。
2·当转移施工现场时,带体需装在包装箱内,防止重物挤压。
3·电加热带在装箱、干燥双环境下储存,不可水洗,受潮。
三·带体清理
1·当带体粘泥沙需要清理时,先断电(不可带电操作),带体在冷却后,可以用干燥布清理表面,用压缩空气清理带体内粉尘。
2·当带体上异物粘接较紧,不易清理时,可以用湿布擦拭干净,不可用水冲洗。
四·接线图
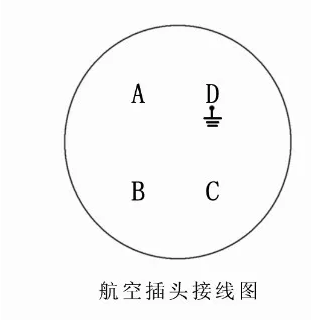
其中脚A,B,C,接三相380V,脚D接地线。
五·注意事项
1·禁止带电干烧,发热体会处在红热状态,影响使用寿命。
2·在上电加热过程中,禁止带电移动带体。
3·在上电加热时,接触带体必须戴焊接手套,防止高温烫伤。
4·严禁雨中使用,严禁水中使用。
5·首次上电使用,长期不用,湿度较大且当天首次使用前需预热。
6·脚D必须接地线,电源接错会产生人身危险!
廊坊市爱帝电热技术有限公司根据市场要求,生产研发了多种规格型号、适用于多种工业设备上的低温、高温电加热带,还可以根据具体情况、具体工艺定做不同规格型号的电加热带。
根据现场出现的实际情况,并针对实际应用中可能发生的诸多问题,该公司现对产品做了升级。升级后电加热带的加热元件部分,由原来的整体加热元件变为模块化加热元件,该加热单元用耐高温绝缘刚玉粉末,由模具压铸,高温烧制成型。电加热带的柔性外壳上的所有零部件,均采用模具成型,激光定位打孔,数控切割,流水线组装而成。这些模具标准化、元件单元模块化、加工数控化、组装流程化的改进升级,无论是从电热元件本身,带体结构,还是从组装质量的可控性上,最终对产品的寿命,可维性,操作方便性上,都有了提升。
现场施工移动时,电机热带配有移动托架,使得电热带在移动使用过程中不落地、不拖拉。同时托架可以与现场不同管径的管道,以及“管道人”等施工机具充分结合、完成挂装,使得现场操作快捷、方便,同时也减少了不必要的人为拖拉移动中的损坏。
电加热带通过多年的从现场不断摸索,再到加工制作中的改进研发,安全性、耐用性、可操作性、可维性已全面提升,在钢管焊口预热工艺点,该电加热带是最佳选择。
电加热带特点:
不锈钢柔性自帖敷保温壳体,弹性收紧卡扣。
特点一,操作灵活,重量10kg;
特点二,由于带体没有电磁干扰,不会有中频磁场影响焊接,在对口、跟焊、面焊过程中也可以预热;
特点三,无需起重运输设备;
特点四,功率最大25kw只需焊机电源冗余电力,或把焊接、预热间隙错开,就能满足预热要求;
特点五,无需专业的操作工和维修人员,出现故障普通电工就能处理,保证现场施工顺畅;
特点六,无需担心电磁辐射对人体的伤害。电加热带由于加热均匀,操作简单,已被逐步认证。